|
|
Post by midlifecrisisrd on Aug 11, 2016 20:54:37 GMT 1
Who can trench ypvs crankcase for a +7mm crank?
Steve
|
|
|
|
Post by Yogi on Aug 11, 2016 20:58:47 GMT 1
I think Martin at Mb,designs can do it
Matt
|
|
|
|
Post by JonW on Aug 12, 2016 7:08:43 GMT 1
Any competent machine shop... or a man with a dremel even. its not like its precision work that effects another part, its just clearenecing really.
|
|
|
|
Post by jon on Aug 12, 2016 7:52:31 GMT 1
Jonw, you got me think when you said any competent machine shop.
I very much doubt you'd do this on a lathe, as the centre of gravity of the cases would play havoc on the bearings even at low speed unless it was huge.
A CNC mill could be programmed to take it out, but the cutting would have to be done with the very tip of the tool.
I wonder if the people who do it have a special tool like a centre bore.
Never seen a trenches case to see. Anyone have any pictures?
Jon
|
|
|
|
Post by yazza54 on Aug 12, 2016 8:22:21 GMT 1
Stan Stephens
Mark dent
Martin mad biker will have his own contact who can do it too
|
|
|
|
Post by oldelsieboy on Aug 12, 2016 8:49:33 GMT 1
|
|
|
|
Post by steven on Aug 12, 2016 9:23:13 GMT 1
|
|
|
|
Post by yazza54 on Aug 12, 2016 9:46:25 GMT 1
I would want someone doing it who had done them before. You only have to get it slightly wrong and you're through the cases. I think mine had around 1.7mm removed for a 7mm crank
|
|
|
|
Post by rigga on Aug 12, 2016 9:51:46 GMT 1
Pass the b*****d file
This is no way a serious thought
|
|
|
|
Post by markhoopy on Aug 12, 2016 10:14:11 GMT 1
I sent mine to Martin at MBD yesterday - his email says the trenching will be done by hand which surprised me because I thought it would be fairly straightforward to machine once all the settings were known.
Cost is £170 which is slightly less than Mark Dent charges.
|
|
|
|
Post by midlifecrisisrd on Aug 12, 2016 15:24:31 GMT 1
Cheers guys, just the info I needed
Steve
|
|
|
|
Post by jon on Aug 12, 2016 17:06:43 GMT 1
When I said I'd never seen it, I meant in the metal OEB. However I would have thought you would see milling marks in the photos you reference if it were down on a mill.
Steven, that is exactly what I had envisaged. A specialist tool I doubt every machine shop has.
Jon
|
|
|
|
Post by slinger on Aug 13, 2016 19:09:35 GMT 1
Anyone with a milling machine and half a brain could do it, really wouldn't do it by hand 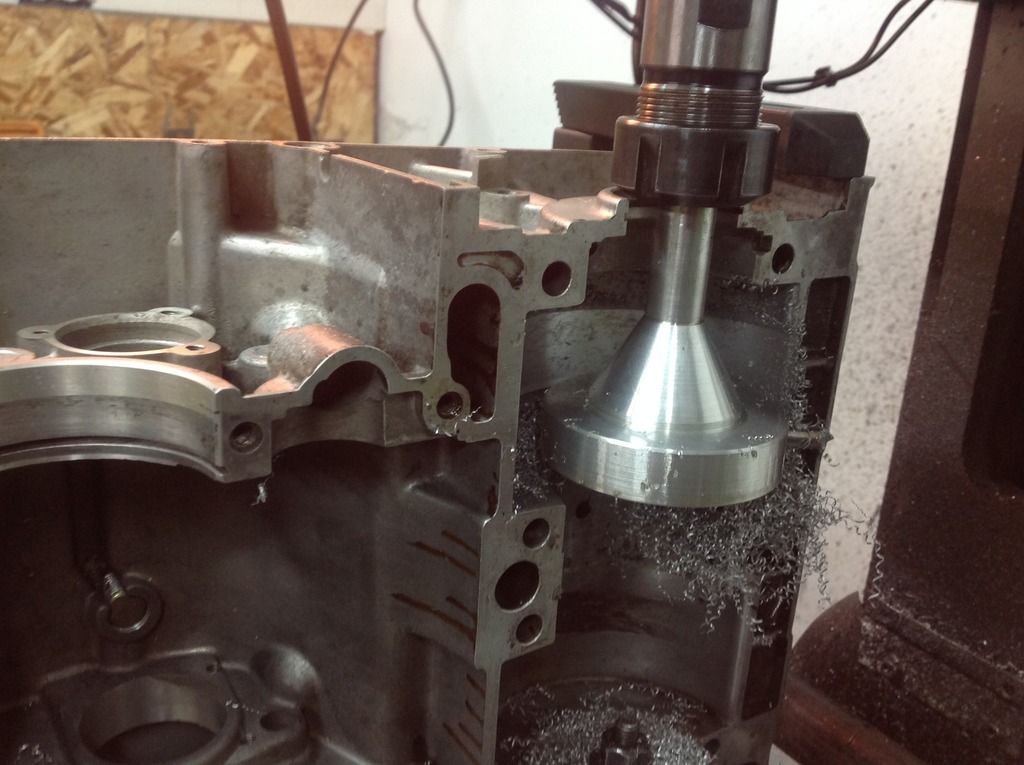 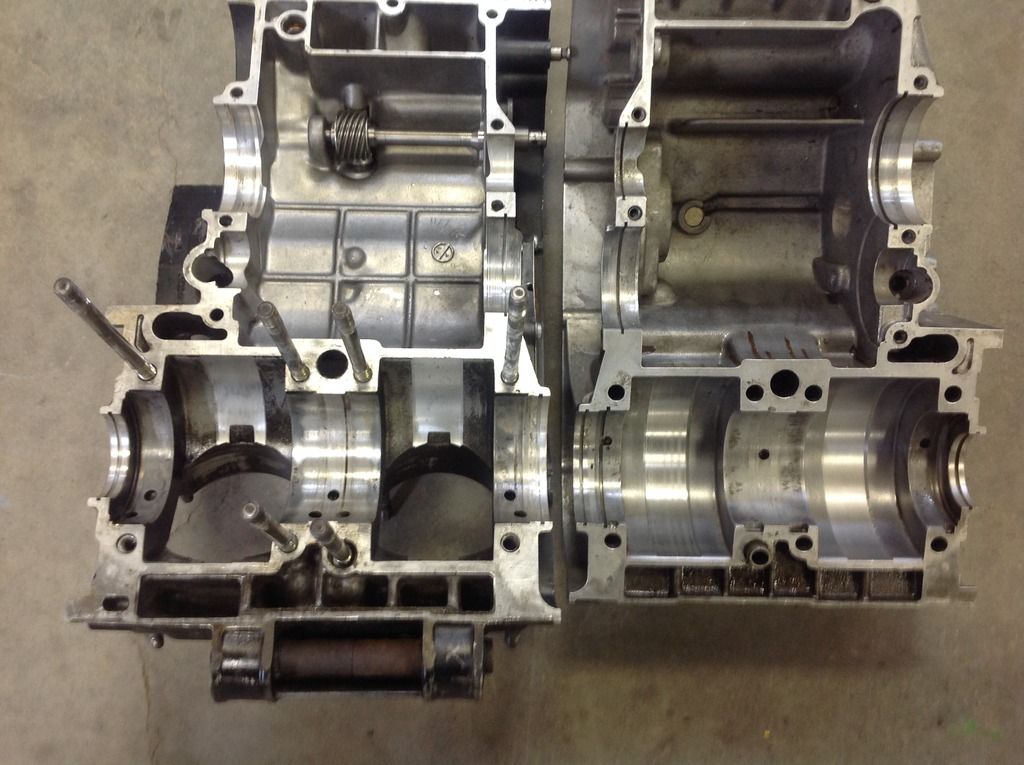 |
|
|
|
Post by jon on Aug 13, 2016 19:36:01 GMT 1
Slinger, just what I was saying, maybe easy to make a specialist tool, but that's what it requires.
Jon
|
|
|
|
Post by midlifecrisisrd on Aug 13, 2016 19:47:59 GMT 1
Anyone with a milling machine and half a brain could do it, really wouldn't do it by hand Hi Glyn, Do you agree that 1.7mm is all that's needed. I take it you didn't get the email I sent about doing the +7mm Steve |
|
|
|
Post by jon on Aug 13, 2016 19:54:06 GMT 1
Steve, never done it before, but people say a +4 crank will fit a standard case.
Therefore it follows a +7 crank will need 1.5mm+ removing.
Jon
|
|
|
|
Post by muttsnuts on Aug 13, 2016 21:52:02 GMT 1
the cases can be machined on a milling machine, all you need is the know how and the right tooling, a decent fly cutter would do it, its all about accurate measuring and holding the cases firmly while they are machined.
I've thought about doing some practicing on some old cases I have and think it would not harm to weld some plating on the outside of the casing to add strength where its going to be machined to help stop any stress fracturing, not sure if that is an issue or not, but just something I was thinking about
|
|
|
|
Post by slinger on Aug 14, 2016 3:01:52 GMT 1
Steve I could have got your email but I guess I didn't read it, I have little to no interest in two stroke work for the general public sorry, I'm just a troll these days lol. It's best to keep the gap as close as possible say around .50mm to .70mm bigger than that and fluid dynamics come into play.
|
|
|
|
Post by slinger on Aug 14, 2016 3:06:50 GMT 1
the cases can be machined on a milling machine, all you need is the know how and the right tooling, a decent fly cutter would do it, its all about accurate measuring and holding the cases firmly while they are machined. I've thought about doing some practicing on some old cases I have and think it would not harm to weld some plating on the outside of the casing to add strength where its going to be machined to help stop any stress fracturing, not sure if that is an issue or not, but just something I was thinking about Mutts it really isn't hard when I'm back in the shop tomorrow I'll post some pic of what I use. All self made and easy......if ya have a Bridgeport happy days lol |
|
|
|
Post by midlifecrisisrd on Aug 14, 2016 4:06:21 GMT 1
Steve I could have got your email but I guess I didn't read it, I have little to no interest in two stroke work for the general public sorry, I'm just a troll these days lol. It's best to keep the gap as close as possible say around .50mm to .70mm bigger than that and fluid dynamics come into play. OK. Won't bother again. Probably leave well alone Steve |
|
|
|
Post by muttsnuts on Aug 14, 2016 9:52:01 GMT 1
the cases can be machined on a milling machine, all you need is the know how and the right tooling, a decent fly cutter would do it, its all about accurate measuring and holding the cases firmly while they are machined. I've thought about doing some practicing on some old cases I have and think it would not harm to weld some plating on the outside of the casing to add strength where its going to be machined to help stop any stress fracturing, not sure if that is an issue or not, but just something I was thinking about Mutts it really isn't hard when I'm back in the shop tomorrow I'll post some pic of what I use. All self made and easy......if ya have a Bridgeport happy days lol Hi Gyln, wish I had a bridgeport, my milling machine is very good, but not quiet a bridgeport, but I do have 12 inches between the quill and the bed, so I think the cases should fit, not actually tried any yet. |
|
|
|
Post by yazza54 on Aug 14, 2016 20:02:00 GMT 1
12 inches? Oh baby
|
|
|
|
Post by lb on Aug 16, 2016 8:49:09 GMT 1
Mutts it really isn't hard when I'm back in the shop tomorrow I'll post some pic of what I use. All self made and easy......if ya have a Bridgeport happy days lol[/quote] How about it Glyn,can you post some pics please? Going to try this myself... |
|
|
|
Post by slinger on Aug 16, 2016 12:42:09 GMT 1
Mutts it really isn't hard when I'm back in the shop tomorrow I'll post some pic of what I use. All self made and easy......if ya have a Bridgeport happy days lol How about it Glyn,can you post some pics please? Going to try this myself...[/quote] No Problem I made a location bung that I clamp to the table, clock with a DTI to find the centre and zero X and Y. Slide one half of the cases on the table onto the bung to locate the centre.... clamp cases. Set my cutter to the diameter I want to cut got to zero X and move the table in Y until I start cutting, and move the quill up and down to machine the width of the groove. I tend to move Y in 1mm cuts   |
|
|
|
Post by markhoopy on Aug 16, 2016 13:29:34 GMT 1
Easy peasey if you have the know-how and machine to do it  |
|
|
|
Post by lb on Aug 19, 2016 0:41:49 GMT 1
Thanks Glyn,the locator bung is a very cool idea!
|
|
|
|
Post by muttsnuts on Aug 19, 2016 9:47:21 GMT 1
cheers Glyn, saves me having to re-invent anything, I'll have to put a set of cases on my milling machine and see what clearance I have, should be ok hopefully
|
|





















