|
|
Post by Tobyjugs on Dec 10, 2017 13:38:09 GMT 1
This might be a long shot question but i want too trench some engine cases. I have looked for quite some time on the internet but did not find much information. Many of the pictures i found were also no good thanks to photof*ckit i only found one picture from wicked motorsports and that was the bottom of the engine.
Any help or pictures would be much appreciated.
I will have a limited chance to do this work so i have to prepare everything before it happens.
I do have an idea but it is a bit extravagant. It would be nice to make a small machine you could bolt into the bearing seats using an small electric motor to turn the cutting tool and machine one half at a time. I think that would be a nice challenge for steven.
|
|
|
|
Post by 4l04ever on Dec 10, 2017 14:01:52 GMT 1
I think you would need a fly cutter for this.....look those up :-)
|
|
|
|
Post by muttsnuts on Dec 10, 2017 14:17:35 GMT 1
you use a fly cutter and you need to do the 2 halves at the same time ideally, therefore doing it on a milling machine is the correct way to do it, you could do it as you have mentioned, but would be a faff TBH I would have thought. I machine shop shouldn't charge too much to do it TBH, the hardest/longest part would be getting the cases fixed in place and finding the datum and making sure you are central before cutting, after that it should be fairly straight forward
|
|
|
|
Post by Tobyjugs on Dec 10, 2017 16:40:51 GMT 1
The fly cutter won't be a problem i was hoping some one might have some pictures or a link which might show a jig or an easy solution to set the crank halves up.
Mutt's not sure what you mean but i would not have a clue where to begin if i had to trench the the cases built up. it would be a lot of faffing around making a line boring machine but once made it would be very easy to use.
|
|
|
|
Post by bare on Dec 10, 2017 18:58:58 GMT 1
Silly question.. wonder on costs in shipping your empty cases to Wicked works for the job ?
Could be foolish pricey... or not?
|
|
|
|
Post by Tobyjugs on Dec 10, 2017 20:43:55 GMT 1
Silly question.. wonder on costs in shipping your empty cases to Wicked works for the job ? Could be foolish pricey... or not? Bare are you on the sauce  |
|
|
|
Post by 4l04ever on Dec 10, 2017 23:35:55 GMT 1
I think MBD can do them too.
|
|
|
|
Post by Tobyjugs on Dec 10, 2017 23:52:36 GMT 1
I'm sure Martin can but thats not going to happen as i live in Holland and there are a lot of engineers between the two places if it comes to that. I think its fun finding out and doing this sort of stuff yourself.
|
|
|
|
Post by markhoopy on Dec 11, 2017 11:41:53 GMT 1
Martin at MBD had mine done for me so I can't help with a 'how to' but I do have pics. These have been machined to take a +7mm crank. Before and after ..     |
|
|
|
Post by muttsnuts on Dec 11, 2017 12:39:33 GMT 1
The pictures Mark has put is why i said to do the 2 halves bolted together as that way it is aligned and perfectly matched, no steps etc, can be done in 2 halves as you suggest/are thinking of doing, but easier and more sure to be correct first time doing them together Martin at MBD does it, or should I say has a man who does it !  - I'd seriously consider having it done by somebody who has the kit and know how, if you make a mistake and trash the cases that's one expensive learning curve |
|
|
|
Post by bare on Dec 11, 2017 18:42:01 GMT 1
Silly question.. wonder on costs in shipping your empty cases to Wicked works for the job ? Could be foolish pricey... or not? Bare are you on the sauce Sounds like My wife Had some Saab bits.. About size /weight of a half engine case, sent form UK to west Coast of Canada for 7 gbps. Surprisingly little, I thought. A One off? dunno, was merely curious |
|
|
|
Post by Tobyjugs on Dec 11, 2017 21:40:21 GMT 1
Martin at MBD had mine done for me so I can't help with a 'how to' but I do have pics. These have been machined to take a +7mm crank. Before and after .. Those case's look well done. I like the way that they are radioused. |
|
|
|
Post by Tobyjugs on Dec 11, 2017 21:46:26 GMT 1
The pictures Mark has put is why i said to do the 2 halves bolted together as that way it is aligned and perfectly matched, no steps etc, can be done in 2 halves as you suggest/are thinking of doing, but easier and more sure to be correct first time doing them together Martin at MBD does it, or should I say has a man who does it ! - I'd seriously consider having it done by somebody who has the kit and know how, if you make a mistake and trash the cases that's one expensive learning curve I don't plan on throwing any cases away, even though the practice cases have no back end, you can see them in the basket under the box. I do totally agree with what you are saying about machining as a single unit  |
|
|
|
Post by jon on Dec 11, 2017 22:45:27 GMT 1
I’ve seen the trenched cases done for MBD, and as said I don’t think he does them himself. They looked very good though.
I saw them in Bob Farnham’s Workshop as he was building the engine. He was commenting on the fact he didn’t like the bore enlargement in the cases too much as it left too little gasket face. This must have been a big cc engine.
Jon
|
|
|
|
Post by Tobyjugs on Dec 11, 2017 23:27:52 GMT 1
I’ve seen the trenched cases done for MBD, and as said I don’t think he does them himself. They looked very good though. I saw them in Bob Farnham’s Workshop as he was building the engine. He was commenting on the fact he didn’t like the bore enlargement in the cases too much as it left too little gasket face. This must have been a big cc engine. Jon Hi Jon the picture below is a 68mm bore monoblock compared to a standard cylinder. I thought that the transfer port area would have been much bigger, not knowing what to expect. The lower outside diameter of the cylinder is roughly 73mm on the standard barrells and 73.5mm on the monoblock. 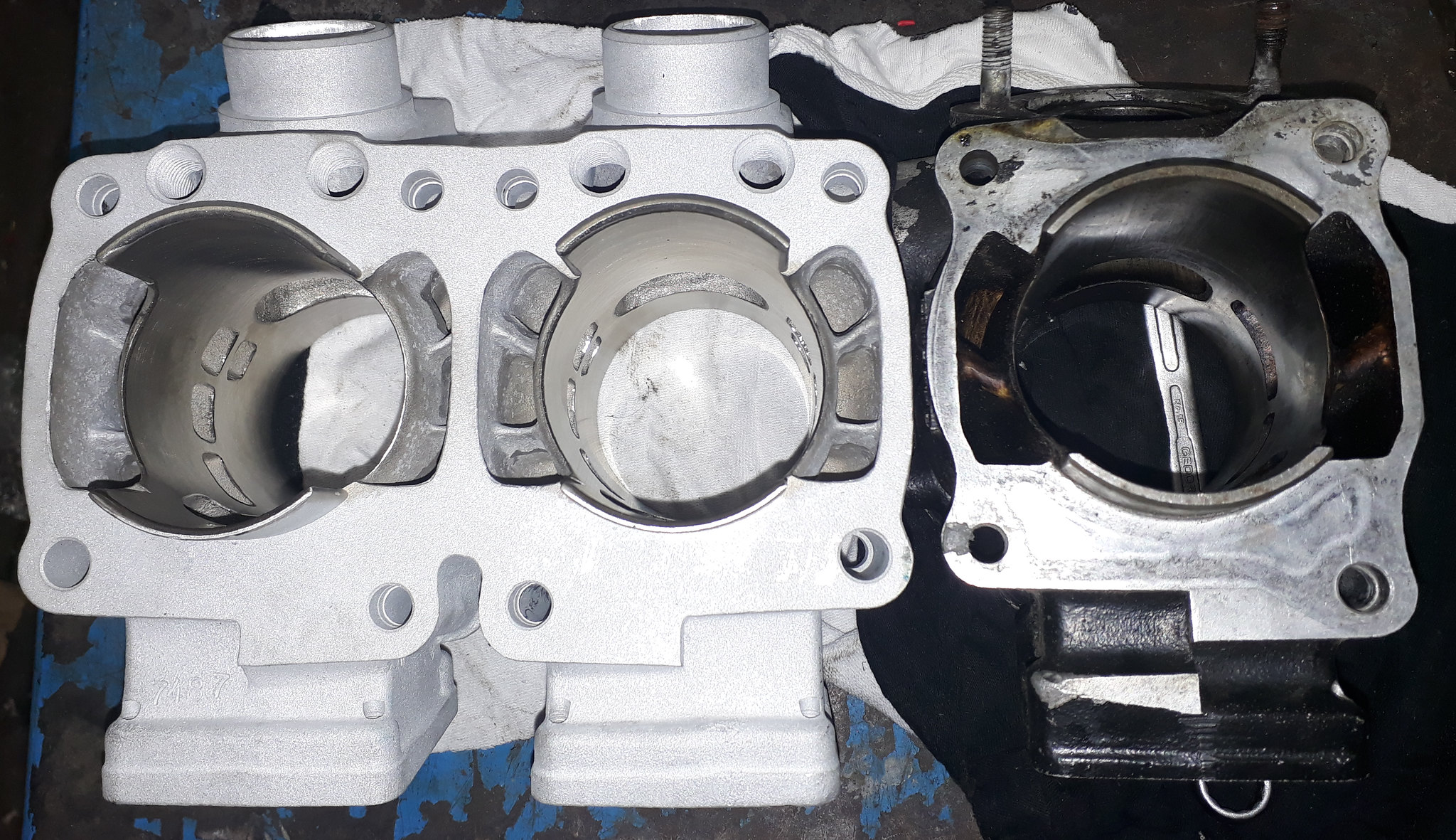 |
|
|
|
Post by jon on Dec 12, 2017 7:57:52 GMT 1
As I said Tobyjugs, the gasket face on the bore area was reduced to about 3mm as opposed to about 5mm.
As the bore in the YPVS cases is tapered I’d estimate that the pistons being used were near 72mm based on your measurements if all mono blocks have a similar wall thickness on the spigot.
Jon
|
|
|
|
Post by Tobyjugs on Dec 12, 2017 23:31:16 GMT 1
All the fly cutters at work were too big so i have had to improvise. My new trenching tool should prove a handy asset for the future and i dont mind lending it out if anyone else wants to mod their crank cases   |
|
|
|
Post by markhoopy on Dec 13, 2017 19:18:32 GMT 1
I presumed you must have been drinking something quite strong to have come up with this idea .. then I saw the plastic cup  |
|
|
|
Post by steven on Dec 13, 2017 23:54:19 GMT 1
Hi Tony, I saw your thread the other day, and have been thinking and trying to picture an old line boring machine I saw years ago. It would be fairly easy to make a fly cutter or trepanning type tool to suit, of the appropriate size. You could make the body from any old lump of steel or whatever, and use high speed steel for the cutting tip. I have never trenched any cases, so cant speak from experience. I had thought about using old main bearings to hold your cutting tool/device/bar parralel in the bearing journals/cases, and clamp the two halfs together. Then you would just be looking for something to drive it. I dont imagine the trenches need to be too acurate, as all you are looking for is enough clearance for the con rods, but acurate would be nice ! I would also think you need to check that you have enough material in the cases to remove the amount required, and your not going to burst through anywhere and wreck the cases. The picture you put up makes me think you are on the correct path, I was expecting to see a bearing on that shaft, and thought that you were going to clamp that lot inside the case halfs, bolt it up and spin it with your battery gun. I will follow your thread with interest, it looks like you have it in hand. steven. www.google.co.uk/search?q=trappaning+tool+fly+cutter&client=firefox-b-ab&dcr=0&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiwy9S-hIjYAhWnKcAKHf7RC6MQsAQIKg&biw=1024&bih=656 |
|
|
|
Post by Tobyjugs on Dec 14, 2017 13:35:50 GMT 1
I presumed you must have been drinking something quite strong to have come up with this idea .. then I saw the plastic cup Your right Mark the COFFEE was very strong Ha ha |
|
|
|
Post by Tobyjugs on Dec 14, 2017 13:47:44 GMT 1
Hi Tony, I saw your thread the other day, and have been thinking and trying to picture an old line boring machine I saw years ago. It would be fairly easy to make a fly cutter or trepanning type tool to suit, of the appropriate size. You could make the body from any old lump of steel or whatever, and use high speed steel for the cutting tip. I have never trenched any cases, so cant speak from experience. I had thought about using old main bearings to hold your cutting tool/device/bar parralel in the bearing journals/cases, and clamp the two halfs together. Then you would just be looking for something to drive it. I dont imagine the trenches need to be too acurate, as all you are looking for is enough clearance for the con rods, but acurate would be nice ! I would also think you need to check that you have enough material in the cases to remove the amount required, and your not going to burst through anywhere and wreck the cases. The picture you put up makes me think you are on the correct path, I was expecting to see a bearing on that shaft, and thought that you were going to clamp that lot inside the case halfs, bolt it up and spin it with your battery gun. I will follow your thread with interest, it looks like you have it in hand. steven. www.google.co.uk/search?q=trappaning+tool+fly+cutter&client=firefox-b-ab&dcr=0&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiwy9S-hIjYAhWnKcAKHf7RC6MQsAQIKg&biw=1024&bih=656Hi Steven your thinking is along the same lines as mine except i would make a machine that would do both halves separately because i still cant imagine how to adjust the radius of the cutting tool once the halves are joined. Caps to hold the bearings and shaft in place and an anchor plate bolted to the out side of the engine with an electro motor to drive the shaft. The tongue in cheek picture of the piece of crankshaft placed in the drill is not too far from the truth. This might be adapted to be used as a fly cutter. If you can imagine the Hss tool being clamped to the bottom of the crank webb just like on a lathe tool post. I just need too check it won't be too deep. |
|
|
|
Post by steven on Dec 14, 2017 15:15:57 GMT 1
...Hi Tony,
If you need something to spin it, I could lend you one of my old Villiers 2 strokes ! :-)
Im sure you will get the insparation, a few more of those strong coffees should do the trick !
To adjust the radius, Im sure you could make up some kind of arrangement that you can get down through the top of the cases with an allen key or something like that to adjust the cutter ?
Round bar HSS as opposed to the square section type stuff might be better, as its easier to drill a round hole in the body of your cutter than it is to drill/machine a square hole.
steven.
|
|
|
|
Post by Tobyjugs on Dec 14, 2017 16:25:21 GMT 1
...Hi Tony, If you need something to spin it, I could lend you one of my old Villiers 2 strokes ! :-) Im sure you will get the insparation, a few more of those strong coffees should do the trick ! To adjust the radius, Im sure you could make up some kind of arrangement that you can get down through the top of the cases with an allen key or something like that to adjust the cutter ? Round bar HSS as opposed to the square section type stuff might be better, as its easier to drill a round hole in the body of your cutter than it is to drill/machine a square hole. steven. Nice idea Steven the round bar would keep the depth of the cutter smaller thanks. Hmm i wonder hard the webb material is? |
|












